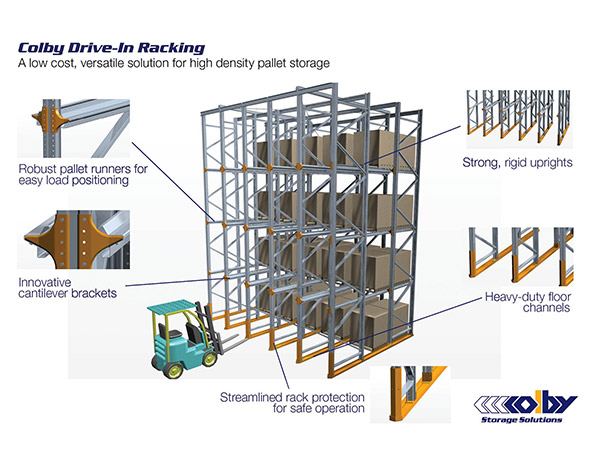
The Benefits of Colby’s Drive-In Pallet Racking
Suitable for large quantities of the same product and designed to ensure optimal performance at the lowest cost per footprint, our Drive-In Pallet Racking comes with a host of benefits.
Heavy-duty bracing connects symmetrically to the upright drive-in rack, which increases the strength and load-carrying capacity of the racking, while reducing the amount of bracing required.
Colby’s Drive-in Pallet Racking systems include innovative, one-piece, formed cantilever brackets that wrap securely around the upright.
Backstops are positioned at the end of the pallet runners to prevent pallets from being pushed too far into the racking, eliminating potential damage to spine bracing and further increasing safety.
Heavy-duty, purpose-designed floor channels help to guide forklifts into Drive-In Pallet Racking bays, ensuring quick and easy alignment, safer handling, and reduced risk of rack damage.
For added protection, our patented Colby Protect-a-Rack wraps around the base of the racking uprights. Their angled profile deflects impacts, minimises damage, and maximises clear bay entry.
 1800 984 873
1800 984 873