 1800 984 873
1800 984 873 






Improving efficiencies and streamlining warehouse procedures plays an integral role in improving the bottom line of any business.
Assuming the position of ‘we need to work faster’ is easy in theory, but to make this common workplace mantra achievable, your staff will need access to the latest warehouse racking and equipment.
Thankfully, order fulfilment efficiency is a key focus area for the team at Colby Storage Solutions, which is why we have spent decades producing the latest, most worker-friendly warehouse racking and storage systems, which have been designed with optimal functionality in mind.
From utilising overhead storage space, to live pallet racking that can make everyday tasks quicker to perform, we’ll look at some of the conveniences of modern warehouse racking that can help you make the most of any untapped potential within your workplace.
Raised Storage Areas and Conveyors

Most warehouse-based businesses are constantly on the lookout for extra storage space and room to undertake handling and picking activities. This is particularly so with companies that are expanding and that want to utilise their warehouse floor. Warehouse storage density can be improved with full-height pallet racking, but what can you do if you need more space, and not just to store extra pallets?
Colby raised storage areas are cost-effective solutions that can double the usable floor area of your factory or distribution centre. They are strong and secure and provide access to new overhead work areas with minimal interruption to ground level workflow.
Low-cost, medium-duty floors can also be easily assembled using standard Colby pallet racking components to build raised storage areas that are purpose-designed for bulk storage or additional order picking.
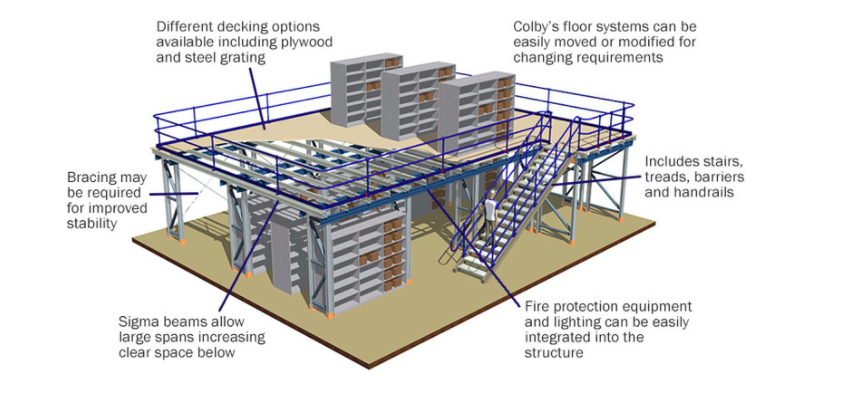
However, one of the biggest objections fast-paced businesses have when it comes to Raised Floors is that they want to streamline their processes. This can be a challenge when workers are losing time running up and down stairs.
This is where Colby’s range of powered and gravity conveyors come in, as they can actually help turn your raised storage area into a more efficient and safer workspace.
Conveyors add value to an overhead workspace by transporting goods from the raised storage area to the ground level for order processing, or to the upper level to replenish stock… This is accomplished by using incline and decline conveyors.
Workplace safety will also be improved, as operator exposure to heavy lifting and the associated risks of carrying bulky goods are completely eliminated.
You can learn more about the features and benefits of our Raised Floor Storage Areas, here!
Drive-In Warehouse Racking

Despite its superior functionality, drive-in pallet racking is one of the most affordable forms of high-density storage available.
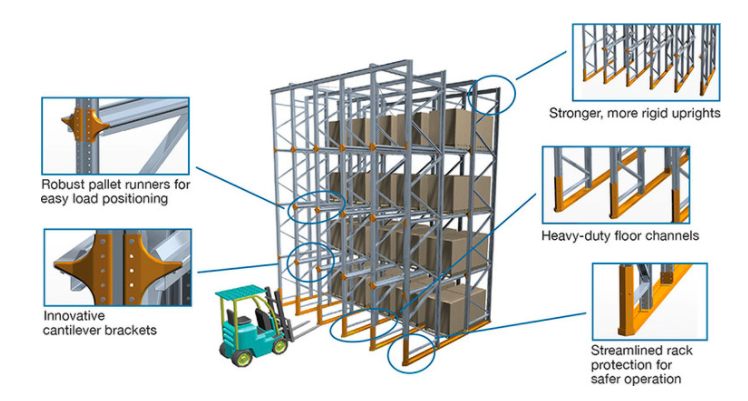
Drive-in pallet racking uses ledges instead of beams, so forklifts are able to drive into empty rack locations, making the storage of multi-deep pallets possible. To increase storage capacity and warehouse functionality, this system follows the first pallet in, last pallet out (FILO) principle.
This storage system allows warehouse operators to make better use of their space, making moving pallets around a much easier task.
Colby drive-in pallet racking can be tailored to suit your individual needs, depending on the pallet load configuration, and your warehouse design requirements. This means that you don’t have to try and work around the limitations of a standard shelving system, as you can now select racking that takes into consideration your warehouse design, product range, stock movement rate, and your materials handling equipment.
Some of the benefits of this system include:
- Rack uprights in a range of widths, depths, and thicknesses
- Innovative, one-piece cantilever brackets that wrap securely around uprights
- Heavy-duty bracing
- Guide rails and backstops to ensure safe pallet putaway and retrieval
- Purpose-designed floor channels to guide forklifts into bays for easy alignment
- Racking end protection for safe operation
- Front and rear upright protectors to minimise rack damage
However, the real benefit of Colby drive-in pallet racking is that it will maximise your storage capacity and make loading and unloading pallets a quick, efficient, and safer process.
Pallet Live Storage

Pallet Live Storage (PLS) is a system whereby pallets are stored on inclined tracks with rollers or wheels. As a pallet is removed, the one behind it in the racking gently rolls into its place. This system essentially automates stock rotation, as replenishment occurs at the back of the system.
PLS is a warehouse storage and functionality solution that Colby has been working on for some time, with fantastic strides being made as far back as the 1980s.
Our pallet live storage systems come with an array of benefits, including dense storage, automatic stock rotation, faster handling, and simplified pallet selection. Over the years, we’ve modernised the racking through the use of state-of-the-art technology, optimising strength and stability, and ensuring each storage solution stands up to modern warehouse environments.
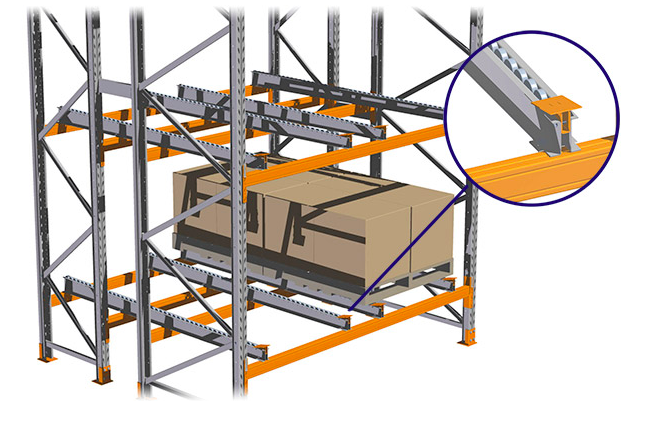
The Colby PLS system can improve warehouse efficiency by:
- Eliminating the need for urgent pick face replenishment
- Providing first in, first out stock (FIFO) rotation
- Allows high-density storage, multiple pallets deep
- Increases safety for pickers by providing pedestrian-only aisles
- Provides speed control for long lanes
Colby is continually investing in the development of reliable racking components, ensuring its PLS system continues to evolve with the ever-changing warehousing industry.
Other Effective Warehouse Storage Strategies

To maximise the functionality of your warehouse, Push-back pallet racking, carton live storage (CLS), and as previously mentioned, conveyors, are all effective in improving warehouse efficiency. Each of these systems operates in a slightly different way to streamline tasks such as the distance travelled between picks, improving storage density, and automating the process of moving stock to where it needs to be.
Colby Storage Solutions can also help design the most efficient storage layout possible for your business, by analysing your product movement profile, which is illustrated in the case study below.
ColbyRACK Solutions in Action at ALMC

A range of Colby storage innovations was designed for Australia’s leading lubricants’ manufacturer, Australasian Lubricants Manufacturing Company’s (ALMC), for their Sydney-based DC.
ALMC’s Facility Manager, Jackie Wall, said: “We wanted to eliminate a number of potential safety issues with our previous storage system configuration, and improve order fulfillment accuracy and productivity.”
Working closely with ALMC and its business process consultant Portland Group, we developed a range of innovative ColbyRACK storage solutions to improve distribution and order fulfillment performance, with special emphasis on improving access to stock and the safe handling of ALMC’s SKU range of around 1,500 products.
“With fixed beam heights our old storage system was inflexible, which created ongoing product slotting, access and OH&S issues,” explained Ms Wall.
“Colby storage equipment professionals came out and reviewed our operation and came up with a number of storage system configurations for us to evaluate,” she added.
“The solution we preferred was moving from the industry-standard two pallet-wide racking set-up, to a three pallet-wide configuration. Placing only two pallets on the floor within the new three pallet-wide bays creates sufficient space for our order pickers to be able to walk around the pallets when selecting goods. This significantly improves the ergonomics associated with
the operation and eliminates the need for them to reach or stretch when picking. It also reduces the physical effort required in lifting our heavier SKUs, and has substantially improved the safety of our manual handling activities,” she said.
“By making the new racking three pallets wide and closely following the DC’s roofline profile, Colby also managed to implement our new and much safer storage solution without adversely impacting our total pallet storage capacity.”
This work, along with a state-of-the-art new wireless IT system from Dematic, was rolled out with minimal disruption to the day-to-day operations of the warehouse.
You can learn more about our work with ALMC, here!
Here at Colby, we’re in the business of helping businesses maximise the safety and functionality of their warehouse spaces. To learn more about how you can streamline the day-to-day operations of your warehouse, contact Colby today!
You can call us on 1800 COLBY 1 or jump online and fill in one of our enquiry forms.
- The article was originally published on 8 November 2017







